
1.Introduccion
La técnica de inyección de plasticos es una tecnología viva que según los parámetros de inyección, diseño del molde, etc hace que la pieza obtenida tenga medidas distintas.
En una tecnología tan transversal que se aplica a un monto de campos industriales tener en cuenta los factores que crean esa dispersión de medidas es crucial para la calidad dimensional de la pieza.
En este articulo se expone la influencia de la elección de la posición del punto de entre da en el molde en la dimensión de la pieza.
2.La contracción
La inyección es un a técnica de producción en la que una de sus ventajas es que puede obtenerse la calidad deseada de la pieza sin manipulación u operaciones posteriores , ello obliga a pensar muy bien todos os factores que rodean la producción de la pieza .
A nivel dimensional el principal condicionante es la contracción que no es ni mas ni menos la disminución que experimenta la pieza desde la expulsión a la entrada en servicio y en todos los puntos de la pieza las condiciones son diferentes ,veamos con un poco de detalle la influencia de la presión.
3.Presión de inyección función del punto de entrada
Siendo la presión uno de los causantes de las diferencias en la contracción para reducir al mínimo la caida de presión en el molde, pueden adoptase, por ejemplo, las siguientes medidas:
- Utilización de compuestos de moldeo de altísimo Índice de fluidez, es decir, de bajísima viscosidad.
- Ubicación adecuada de la entrada de inyección o utilización de entradas de inyección múltiples, para acortar y/o compensar los recorridos del flujo.
Veamos el efecto del acortamiento del recorrido del flujo a la mitad a través de una entrada de inyección central simple. Llenado de una placa de 50 x 250mmm en ABS en 2s.
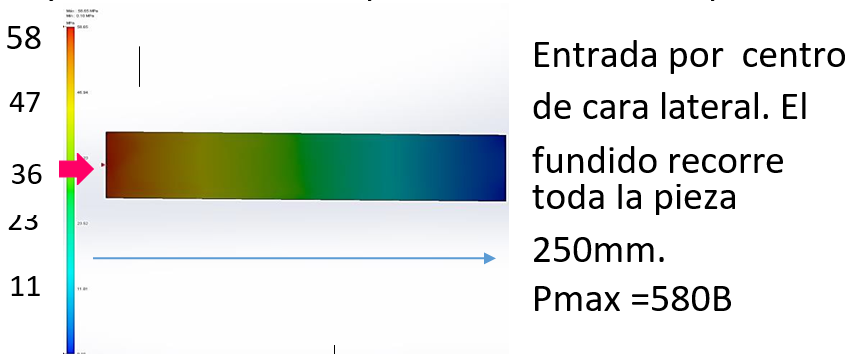

Si el caso anterior de acortamiento de flujo lo aplicamos a una pieza menos esbelta, una entrada de inyección central crea un flujo radial y la simetría no es perfecta por lo que una diagonal contraerá mas que la otra y hará que la pieza se levante de las puntas. El efecto típico de cabeceo de algunas piezas plásticas que deberían ser planas
4 .Camino de flujo y orientación de las cadenas. Efecto bneficioso y adverso
El acortar aún más el flujo a través de dos entradas favorece el aspecto de caída de presión pero causa un defecto estético como es el de una línea de soldadura.
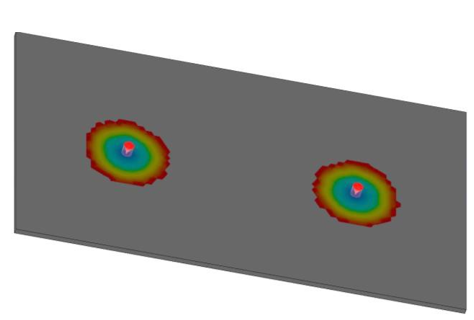
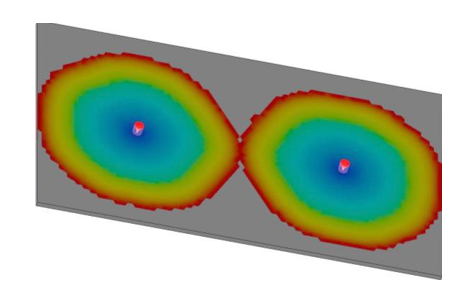
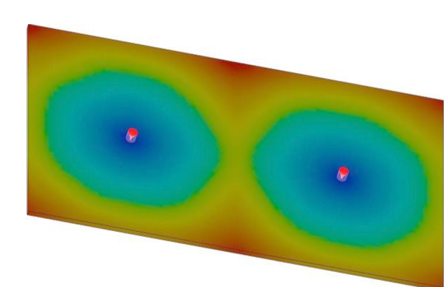
Presión al final de llenado
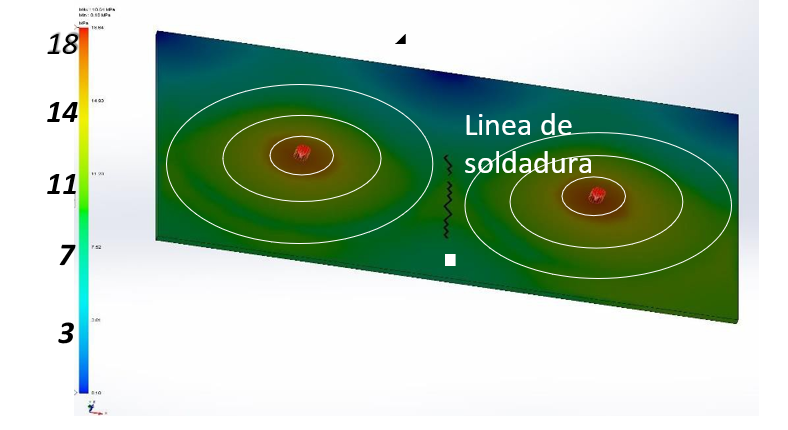
Observe como el nivel de presión se ha reducido no obstante en el centro chocan los dos frente de flujo creando una línea de soldadura, si el plástico es coloreado resulta aparente.
Es uno de los atractivos de nuestra tecnología siempre hay el ying y el yang, por un lado se gana y por otro se pierde y la solución siempre es de compromiso.